При рассматривании фотографий обращает на себя внимание наличие ярко выраженного дефекта металла в зоне корпуса в районе выштамповки под заклепку оси кулачка - она отличается более крупной зернистостью и отсутствием плоскостей излома, характерных для большей части остальной поверхности в зоне поломки:
На первом фото видны выходы дефекта на поверхности в местах вокруг отверстия оси даже вне зоны поломки, а также по излому - вверх и вниз.

Вот тут особенно видна разница в кристаллической структуре дефектной зоны и нормального металла:
То же самое:

На вскидку - мы имеем дело с долголетней межкристаллитной коррозией в зоне отверстия в корпусе под ось, с последующим проникновением растворов (мокрая глина) в микро-трещины, вызванные штамповкой при расклепывании оси и усиливающие электрохимическую коррозию внутри микротрещин.
Возможно, это вызвано конкретным локальным дефектом металла именно этого кролля (или всей партии).
Проблемы снаряжения из-за неправильной штамповки уже известны.
При штамповке получили микро-насечку, ставшую концентратором напряжений и, соответственно со временем приведшую к образованию микро-трещин, по которым внутрь металла поступал электролит (вода с глиной).
В итоге получили прогрессирующую зону коррозии, которая совпадает по направлению с другой зоной концентрации напряжений - по краю штамповки ограничителя поворота кулачка.
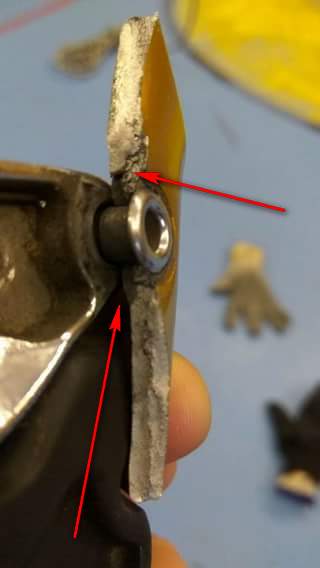
На этом снимке видно, что дефект металла простирается вниз и вверх довольно далеко и глубоко - - вот это укрупнение зерна на сломе, мне кажется, следствие подобных процессов.

А вот тут четко видна линия излом по другой выштамповке - вдоль ограничителя поворота кулачка, которая составляет одну прямую с дефектом металла около оси

Две зоны концентрации напряжений - это уже серьезно.
Плюс современная манера топать по веревке. используя
"кролль" как ограничитель отбрасывания - нагрузка на крюк скобы приводит к повышенным нагрузкам и деформациям на изгиб именно в этой зоне-линии = получаем
аномальные усталостные процессы с ускорением развития микротрещин и коррозии в них.
Могу, конечно, ошибаться, здесь нужны лабораторные исследования конкретных специалистов-металловедов.
Есть смысл осмотреть свое снаряжение в зонах осей и любых других штамповок.
И уж конечно, пореже оставаться на одной точке присоединения к веревке.




